联系人:代荣山(先生)
电话:010-80706980
手机:13391915494
传真:010-80706980
邮编:100083
地址:北京市朝阳区德外北沙滩1号
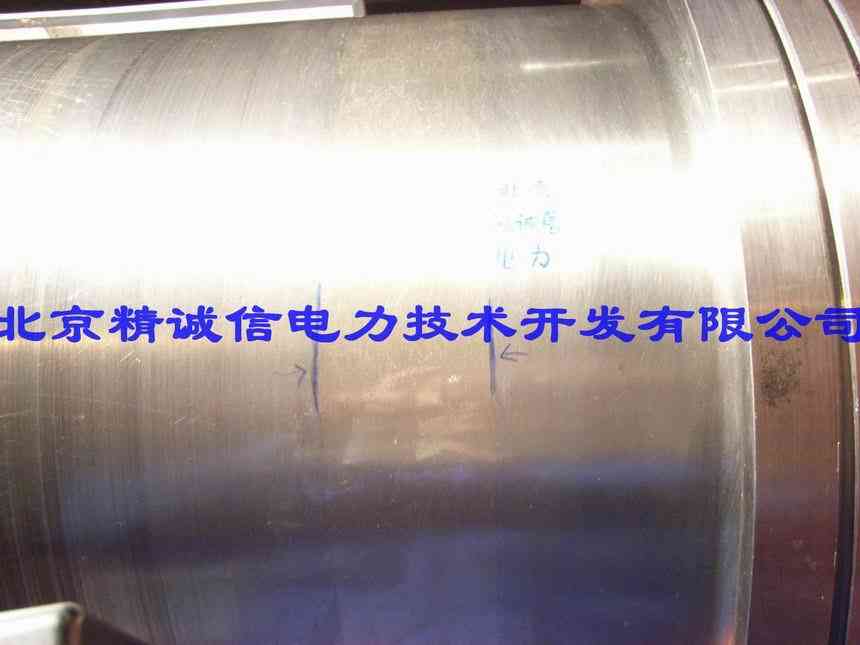
电厂汽轮机、发电机转子轴颈的损伤、磨损、沟槽、拉伤等缺陷微弧冷焊修复,可现场在线修复。现场施工人员有经验丰富的技术人员组成,有上百根转子轴颈修复的成功案例 。修复后的转子恢复原有尺寸,修复层永不脱落。
公司主要从事发电厂汽轮机、发电机转子轴颈拉伤及磨损的冷焊修复;汽缸接合面变形间隙的补焊研磨修复;高压阀门、汽动给水泵密封面的补焊及精密研磨;锅炉“四管”、风机叶轮及排粉机的高速电弧喷涂;辅机系统转动设备的喷涂及喷焊修复。
采用微弧冷焊修复工艺无应力焊接,微弧冷焊是利用电源内储存的电能,通过瞬时的脉冲放电在电极与工件的表面产生高能脉冲微弧,在几毫秒到几十毫秒内完成一次脉冲放电,瞬时将焊材熔化并扩散熔覆到工件表面,与母材形成牢固的冶金结合层,达到补焊的目的。微弧冷焊工艺过程热输入量极低,对母材影响极小,无变形,无咬边,无残余应力。扩散冶金结合,结合强度高,永不脱落。可在线修复汽轮机发电机转子轴颈,此工艺在近百台机组的大小修复中取得了成功。公司在表面工程领域具有技术优势,以精益求精的技术.诚恳务实的态度。信誉至上的宗旨去赢得市场竞争力。目前,在表面工程领域与科研院所、高等院校、发电厂都有着密切协作,不断提高自身水平。
微弧冷焊的特点:
1. 焊接强度高,冶金结合,冷焊焊补层保证永不脱落。
2. 冷焊焊补处温度低,焊补处温度在60摄氏度以内。
3. 焊补处无应力,所以不会产生裂纹变形等。
4. 无热影响区,焊补处无热影响区,不会改变母材原有特性。
5. 补焊材料选用进口镍基合金
公司是国内采用电火花沉积/堆焊技术修复汽轮机转子的创始人之一。2001年-2008年先后共参加国内近百次的汽轮机.发电机转子轴颈修复。2008年底公司又综合德国日本同类轴颈修复设备成功研发出大功率电火花沉积/堆焊机。自此在很大程度上缩短了轴颈修复工期。电火花沉积堆焊机是利用电火花的高密度能量,将具有特殊性能的电极材料沉积或堆焊到工件表面,利用电源中储存的电能,通过瞬时火花放电,在电极与工件接触的顶端形成局部微小的熔合区,电极材料液化,气化或等离子化,高速过渡到工件表面并扩散进入工件表层形成结合牢固的沉积或堆焊层 电火花沉积/堆焊机工艺过程热输入极低,对母材影响极小(冷焊过程中基体温度在20-60摄氏度之间),无变形,无咬边无气孔,无残余应力。扩散冶金结合,结合强度高。
电火花沉积设备对精密零部件高耐磨涂层压铸模具表面沉积金属碳化钨,金属碳化钛。经沉积后模具的特性:
A熔点高,硬度高,耐冲蚀,耐磨损,
B与液态金属不浸润,抗焊合,良好的防粘模能力。
C减小液态金属流动阻力,提高铸件质量。
D良好保持脱模剂的能力。
E抗浸润提高模具的耐热疲劳能力。
1、实现真正的冷焊,修复过程中工件无需预热和保温,堆焊的瞬间过程无热输入,因而工件不变形、不退火,不咬边和无残余应力,不改变金属组织状态。
2、修复结合强度高,由于焊条是在瞬间被电弧离子化并转移到与其接触工件上面,因此结合强度高、致密不会脱落。
3、修复精度高、结合牢固,涂层厚度从几微米到几毫米只需打磨、抛光。也可进行车、铣、刨、磨及电镀等后期加工。
4、可一机多用,可进行堆焊修复、表面强化等功能。
5、经济实用性高,可现场在线修复,提高生产效率,节省时间和费用,且使用方便。经过短期培训任何人都可以操作使用。
6、适用基材广,包括各类模具钢、不锈钢工具钢、铸铁、铸铝、铝合金、铜合金、镍合金等,以及所有可以导电的导电体。
7、环保性能好,不产生噪音、粉尘、废液、强光、异臭。
8、修复堆焊层即使被磨损,在同一部位可以进行多次修复堆焊。
9、利用氩气气体保护,可以得到高品质的堆焊层。
10、由于使用旋转焊条,不会产生粘丝理像,操作容易,得到高品质堆焊层,而且堆焊层的余量可以控制到很小,从而节省了精加工的时间。
修复的范围:
针孔、气孔、毛刺、飞边、磕碰、划伤、崩角、塌角、砂眼、裂纹、磨损、内陷、制造错误、焊接缺陷。
尖角、锐边、沟槽、侧壁、底部、深腔、平面、分型,生产作业线上现场修复。
 鲁公网安备 37030402000887号
鲁公网安备 37030402000887号